Istruzioni di montaggio (sistema) - Collegamento Optifitt-Press
3.1 Taglio a misura dei tubi
I tubi possono essere tagliati con un seghetto per metallo a dentatura fine, con un tagliatubi (acciaio inossidabile con lama speciale), con una sega circolare automatica o una sega a nastro (acciaio inossidabile con lame di taglio speciali).
Eventuali errori di lavorazione durante il taglio dei tubi possono causare danni da corrosione. È pertanto necessario osservare i punti seguenti:
-
Non è consentito l’utilizzo di lubrificanti.
-
Il taglio a misura dei tubi non può essere effettuato con un cannello ossidrico.
-
Il taglio a misura dei tubi può essere effettuato con smerigliatrici adatte.
-
Le decolorazioni dovute al calore (colori di ossidazione) dovute alla pressione o al numero di giri troppo elevato devono essere completamente eliminate.
-
Prima dell’inserimento nel pressfitting, le estremità del tubo devono essere sbavate esternamente e internamente nonché pulite.
-
La
Nussbaum raccomanda di utilizzare utensili specifici per il materiale da lavorare.
3.2 Preparazione dei tubi
Per la realizzazione di raccordi a pressare di qualità ineccepibile sono necessari tubi integri con una superficie piana e pulita.
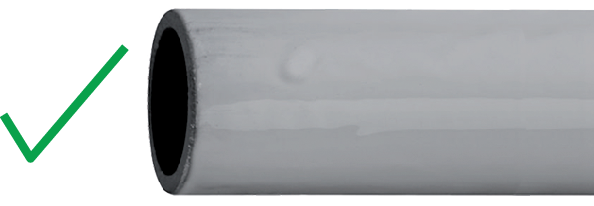
I tubi seguenti possono essere pressati senza precedente lavorazione.
|

|
Tubi neri non rivestiti |
|

|
Tubi zincati |
|

|
Tubi con rivestimento a polvere |
|
|
Tubi verniciati |
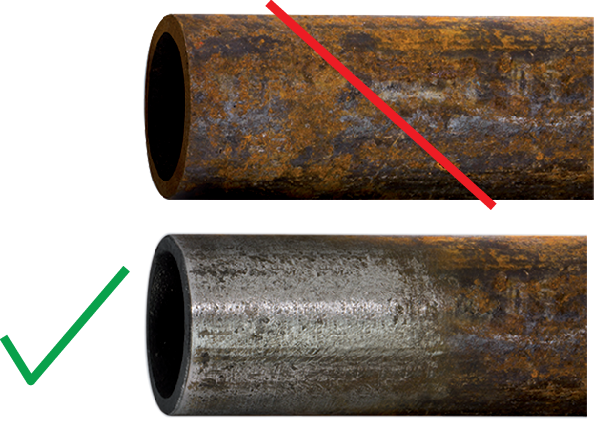
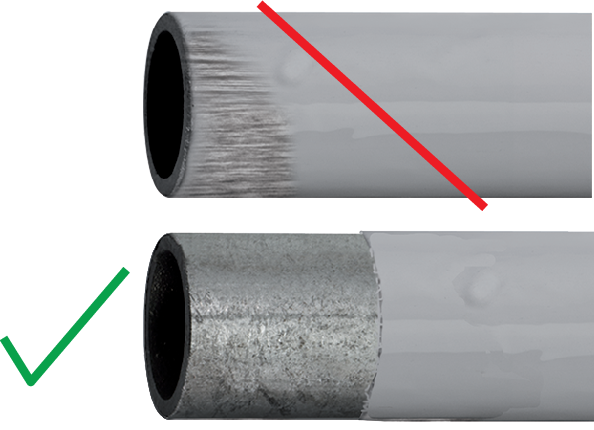
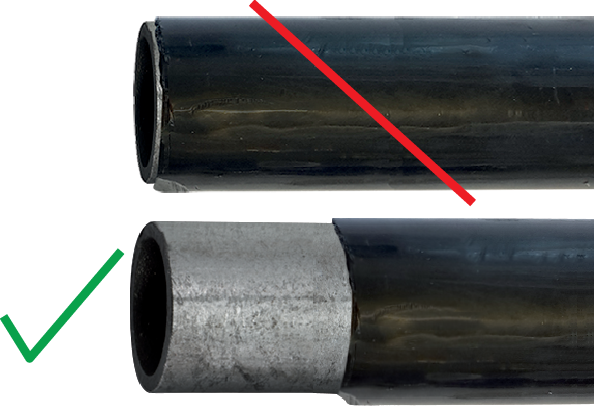
Le seguenti superfici dei tubi richiedono una lavorazione prima della pressatura.
|
|
Superficie del tubo corrosa
|
|
|
Superficie del tubo irregolare
|
|
|
Tubi con manicotto di protezione
|
Le estremità irregolari dei tubi possono causare collegamenti senza tenuta.
|
|
|
3.3 Realizzazione del collegamento Optifitt-Press
Presupposto per la sicurezza di sistema è l’impiego esclusivo di componenti di sistema (si veda anche la 👉 Garanzia Nussbaum).
È inoltre necessario rispettare le seguenti profondità d’innesto:
|
Diametro esterno del tubo |
Profondità d’innesto |
|---|---|
|
[pollici] |
[mm] |
|
⅜ |
24 |
|
½ |
27 |
|
¾ |
29 |
|
1 |
34 |
|
1¼ |
46 |
|
1½ (44.5/57.0 mm) |
48 |
|
2 |
50 |
Profondità d’innesto
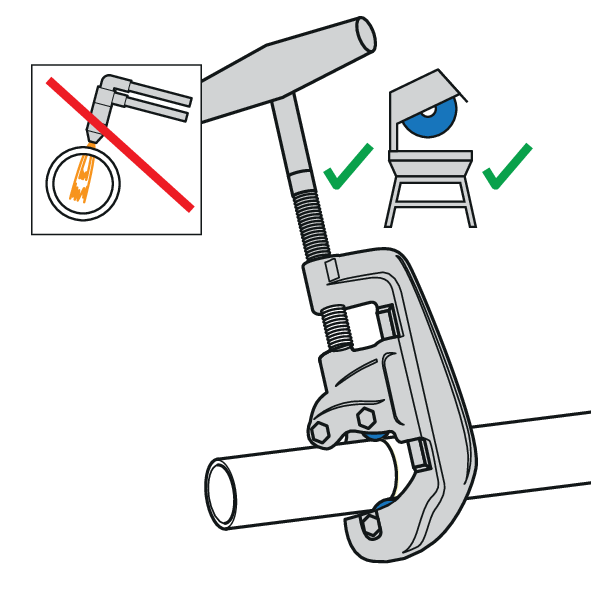
- Tagliare perpendicolarmente a misura il tubo utilizzando un tagliatubi o una sega a dentatura fine, 👉 Taglio a misura dei tubi.
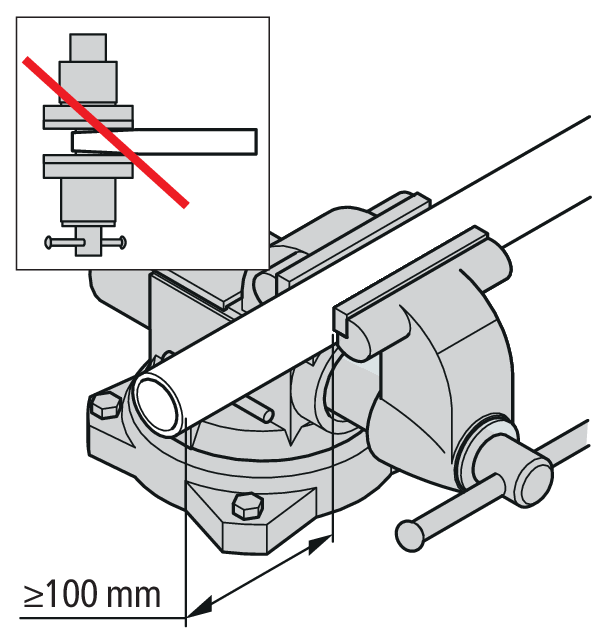
- Serrare il tubo in una morsa. Mantenere una distanza minima di 100 mm tra l’estremità del tubo e la morsa. Non deformare l’estremità del tubo.
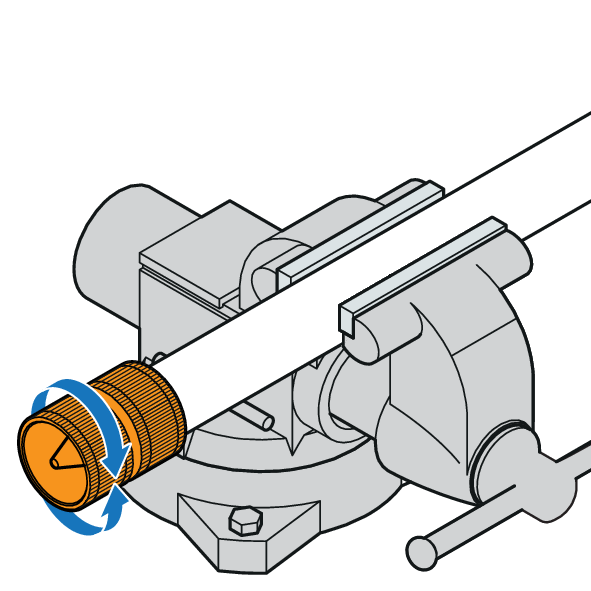
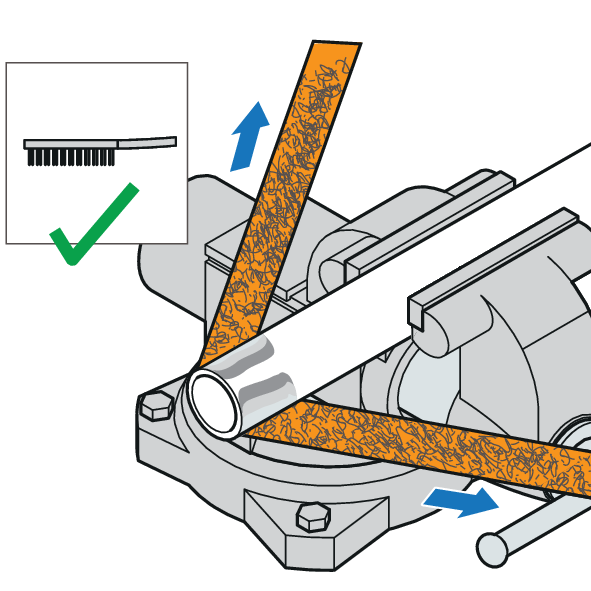
- Sbavare l’interno e l’esterno del tubo.
- Rimuovere le particelle di sporcizia e ruggine nell’intervallo di pressatura utilizzando carta vetrata o una spazzola metallica, 👉 Preparazione dei tubi.
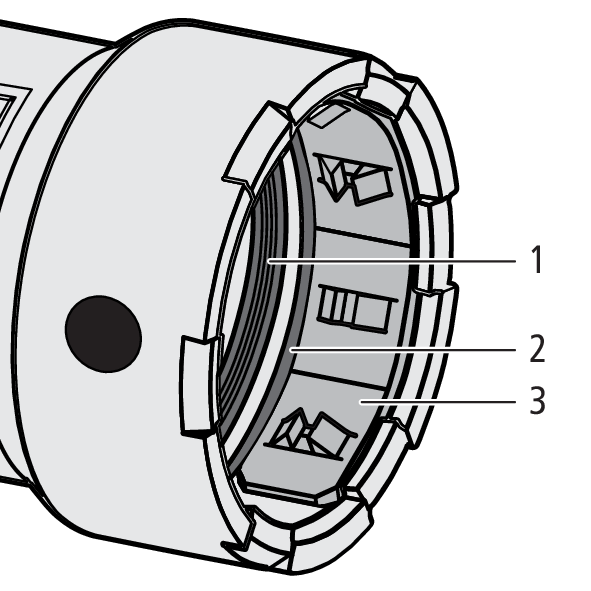
- Controllare che l’elemento di tenuta (1), l’anello divisorio (2) e l’anello di ancoraggio (3) non siano danneggiati. Sostituire il pressfitting se difettoso. Non utilizzare oli né grassi.
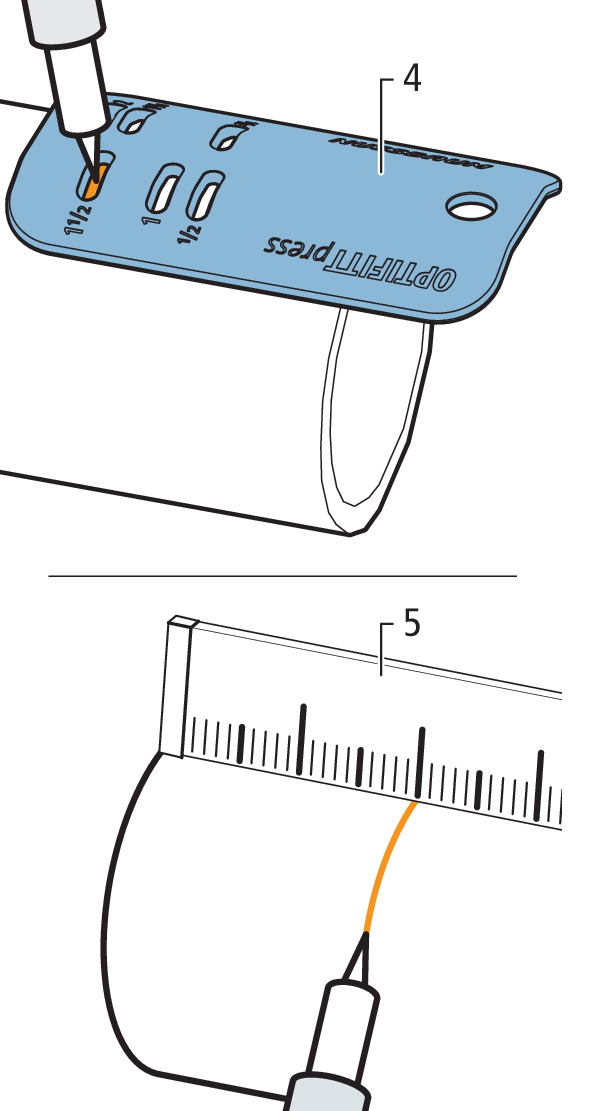
- Contrassegnare la profondità d’innesto utilizzando il calibro di marcatura (4) 57099 oppure demarcare con un righello (5) conformemente alle 👉 Profondità d’innesto.
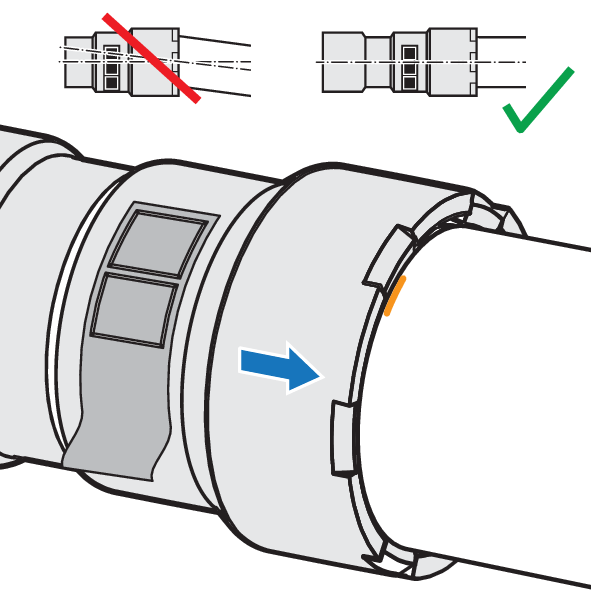
- Inserire il pressfitting sul tubo fino alla profondità d’innesto demarcata. Non angolare il pressfitting.
- Osservare le istruzioni per l’uso della pressatrice.
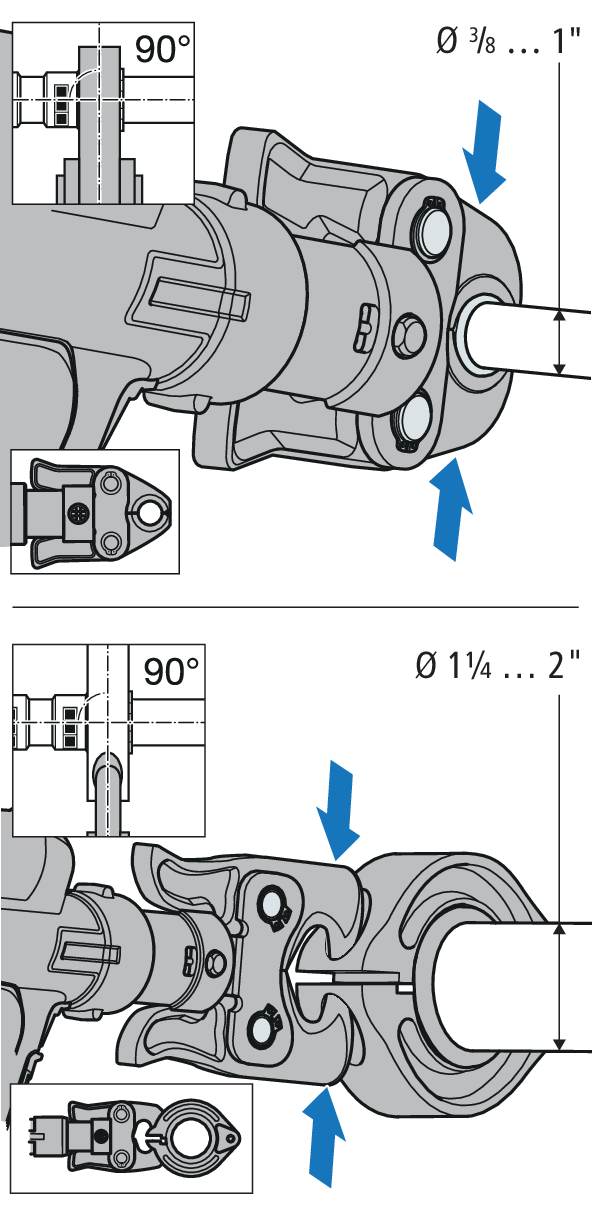
- Dimensioni dei tubi da ⅜ a 1": Posizionare la ganascia sulla pressatrice e inserire il perno di bloccaggio fino all’innesto. Aprire la ganascia e posizionarla perpendicolarmente sul pressfitting. Dimensioni dei tubi da 1¼ a 2": Posizionare l’anello di pressatura perpendicolarmente attorno al pressfitting. Posizionare la ganascia 50093.21 (Z2) sulla pressatrice e inserire il perno di bloccaggio fino all’innesto. Posizionare la ganascia sull’anello di pressatura.
- Verificare la profondità d’innesto.
- Avviare il processo di pressatura. La pressatura viene eseguita automaticamente.
- Al termine della pressatura aprire la ganascia e rimuoverla. Per dimensioni dei tubi da 1¼ a 2": Aprire la ganascia e rimuovere l’anello di pressatura.
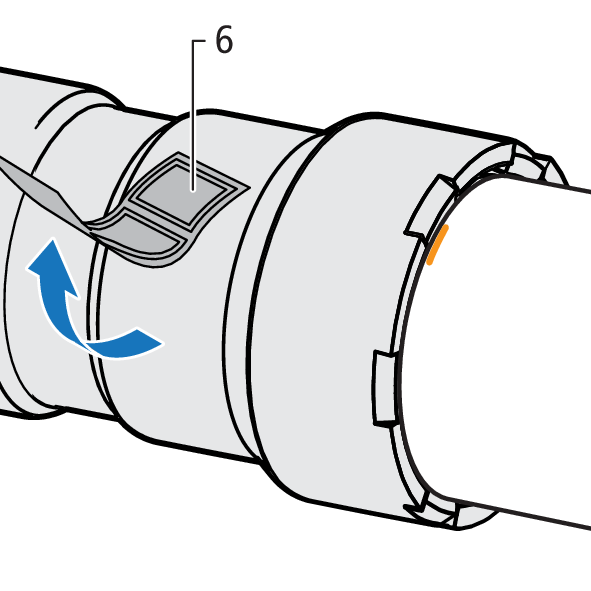
- Rimuovere l’adesivo di controllo (6).

Nota
Danneggiamento dovuto all’utilizzo di un utensile inadeguato
Per sbavare i tubi non vanno utilizzate mole o utensili simili. Potrebbero danneggiare i tubi.
3.4 Prova di pressione
Prima della messa in servizio è necessario eseguire una prova di pressione. Per le prove di tenuta di collegamenti
Informazioni dettagliate sulla prova di pressione sono contenute nel documento